Diemme Filtration is a global leader in solid-liquid separation, offering state-of-the-art solutions for the treatment of exhausted bentonite slurry generated during tunnelling operations.
The tunnelling industry relies heavily on bentonite slurry for excavation stability and soil lubrication. However, the management of exhausted slurry poses significant challenges, including:
- High water content requiring effective dewatering.
- Large volumes of slurry in need efficient handling systems.
- Stricter environmental regulations demanding advanced waste management solutions.
Solution
Diemme Filtration addresses these challenges with a comprehensive range of filter presses designed specifically for bentonite slurry.
Our systems include:
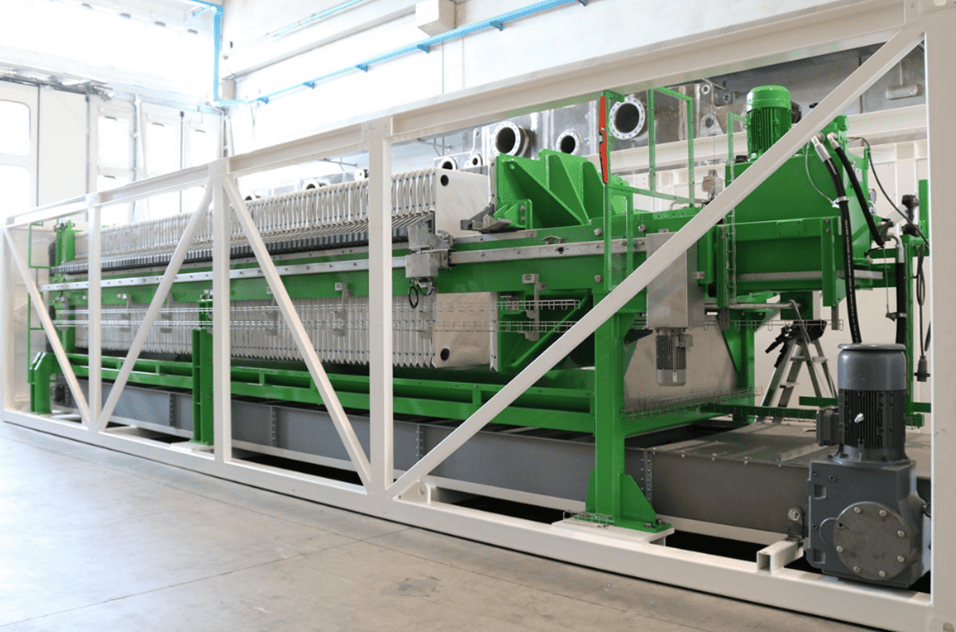
- Filterpresses with advanced features:
- Membrane plates for high-efficiency dewatering.
- Integrated systems for high-pressure cloth washing, acid cleaning, and plate shaking to maintain peak performance.
- Plate weighing systems to ensure operational precision and troubleshoot unloading issues.
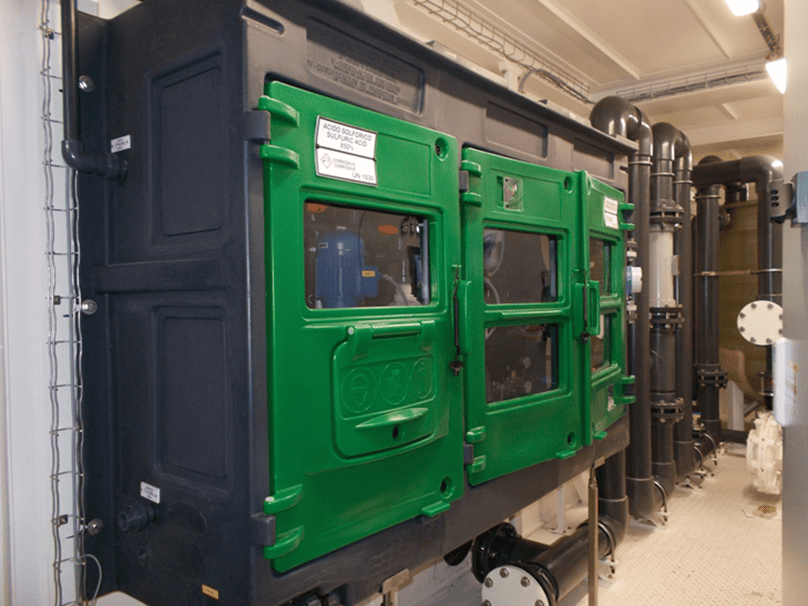
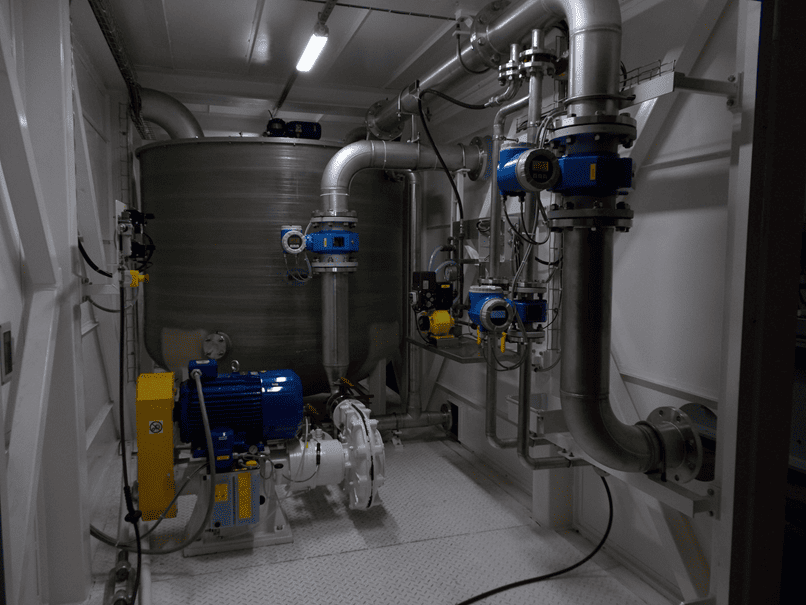
- Modular and containerized systems:
- Pre-assembled systems installed in specialized 40-foot containers to minimize civil works and reduce on-site setup times.
- Fully equipped units with sludge homogenization tanks, chemical dosing systems, filtrate handling equipment, and compressed air stations for membrane squeezing.
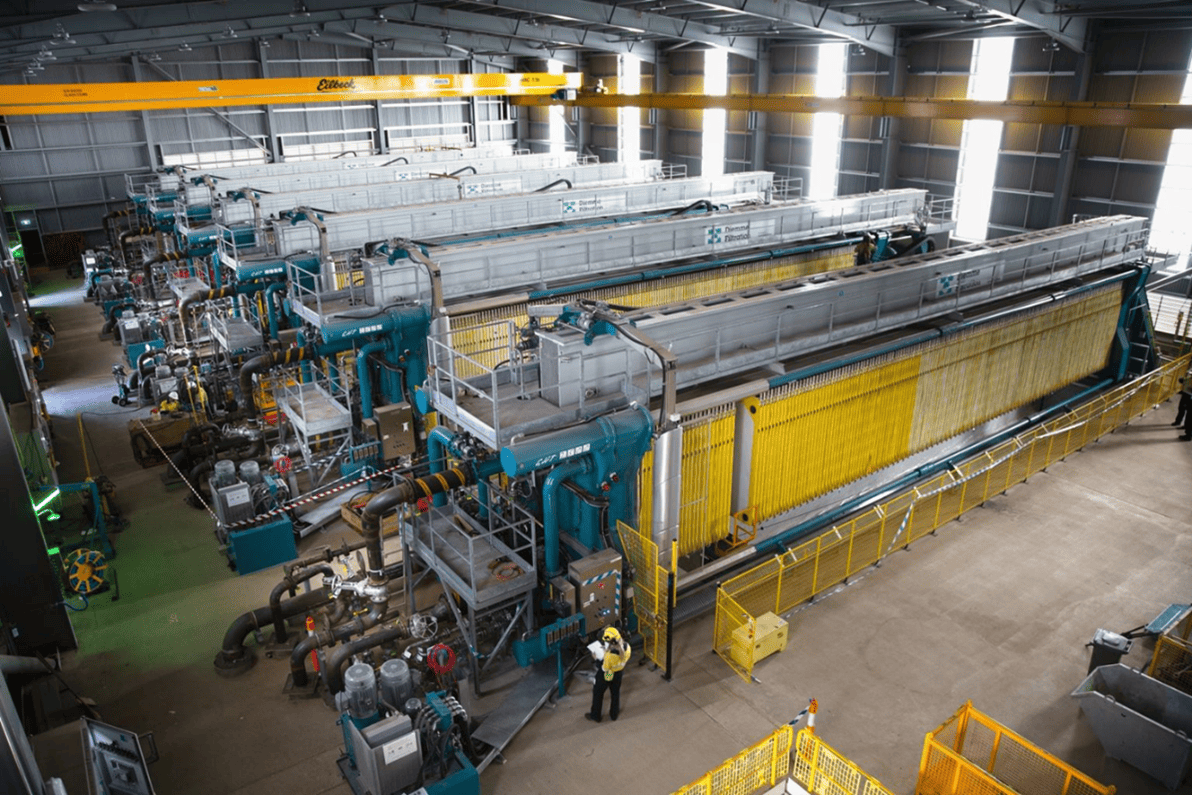
- Scalability for high-throughput applications:
- Large filter presses with plate sizes up to 2500×2500 mm to optimize footprint and reduce ancillary equipment requirements.
- Modular ancillaries capable of serving multiple filter presses to enhance cost-efficiency.
Results
Our filtration solutions deliver significant benefits to tunnelling projects:
- Enhanced efficiency: high-throughput designs and automated functions reduce operational downtime.
- Cost savings: modular systems lower initial infrastructure costs, while optimized performance minimizes operational expenses.
- Sustainability: effective separation of solids and liquids facilitates environmentally responsible disposal and water recovery.
Our advanced filtration technologies have been successfully implemented in diverse tunnelling projects worldwide.
These implementations demonstrate:
- Effective filtration under high-capacity conditions.
- Seamless integration with local regulations and operational constraints.
- Flexibility to adapt to varying site-specific requirements.